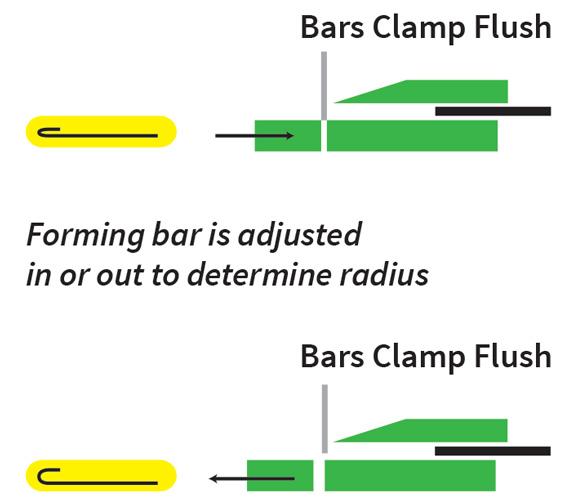
Adjust Bend Radius Sheet Metal Brake

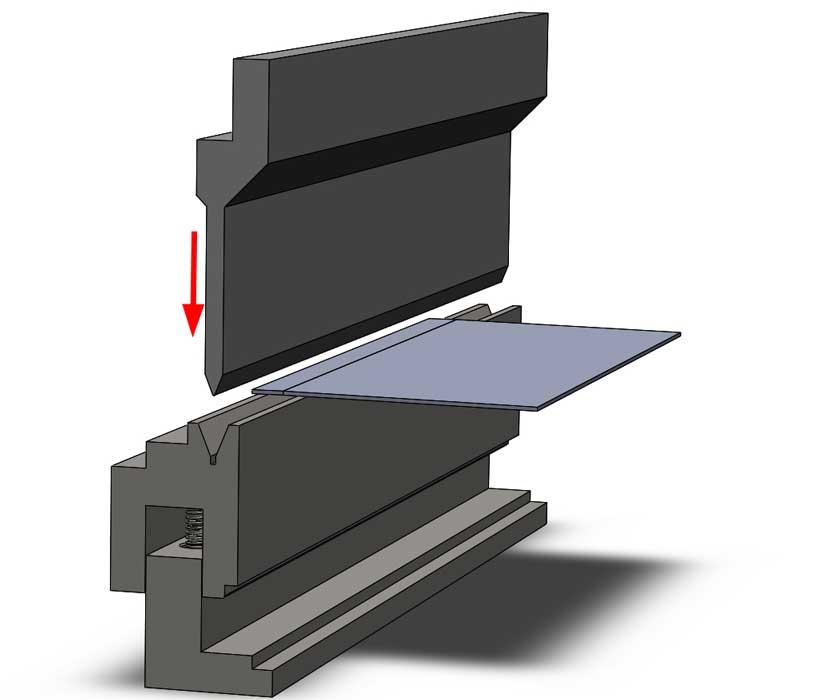
Using A Sheet Metal Brake To Fold Metal Aircraft Structure Repair Aircraft Systems
Why Buy New Tooling For A Sheet Metal Hand Brake
How To Use A Sheet Metal Brake Machine
6 Factors Affecting The Bending Radius Of Sheet Metal Machinemfg

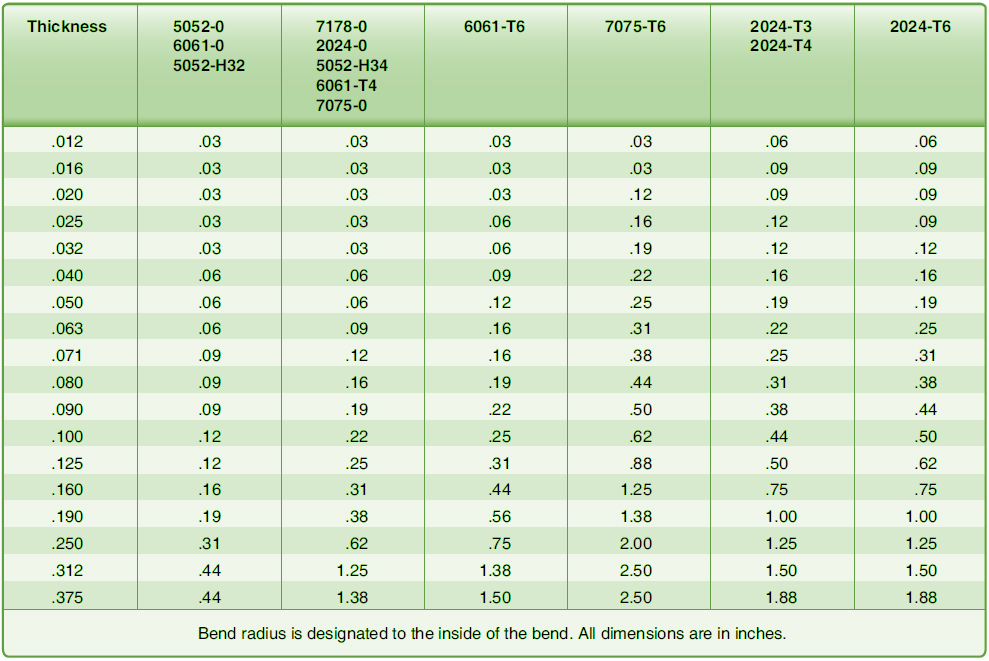
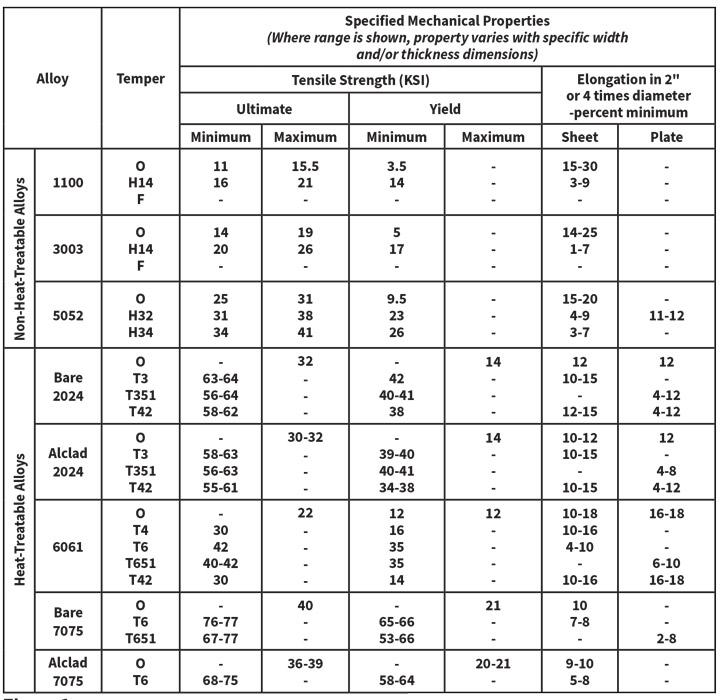
Minimum Bend Radius Calculator In Sheet Metal Or Plate
How To Set Up Sheet Metal Gauge Tables Engineers Rule
Step 1 check clamping pressure by clamping test strips in the brake approximately 3 or 4 inches away from each end of the brake.
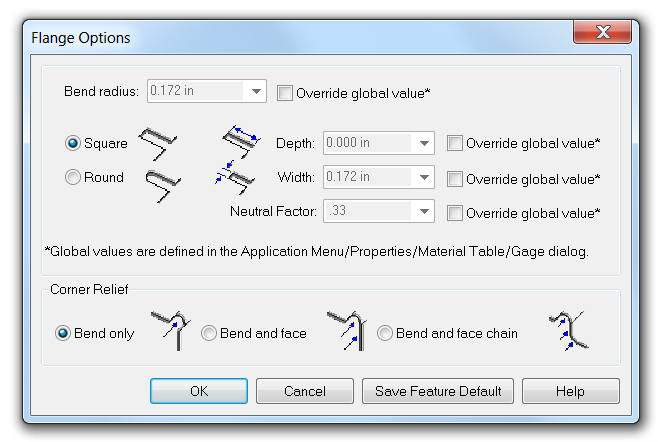
Adjust bend radius sheet metal brake.

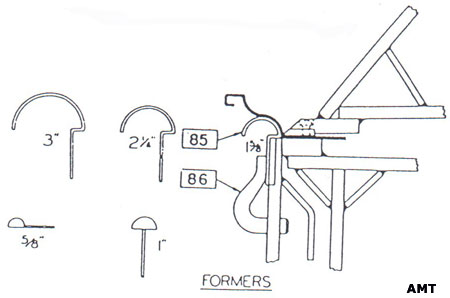
Layout And Forming Part Three

Bending Basics Why Do Die Angles Change
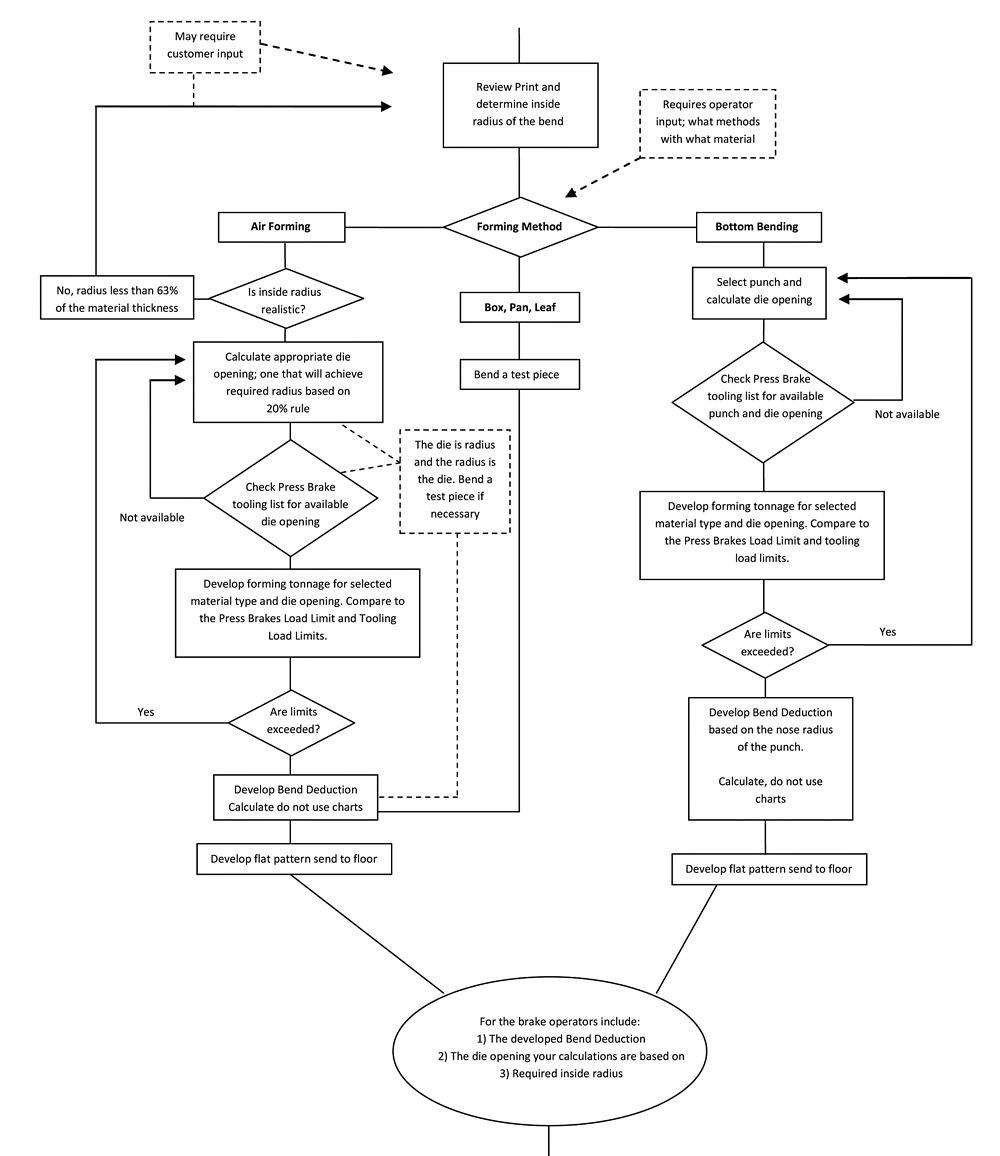
Bending Basics 6 Steps To Successful Die Selection For Press Brakes
Predicting The Inside Radius When Bending With The Press Brake
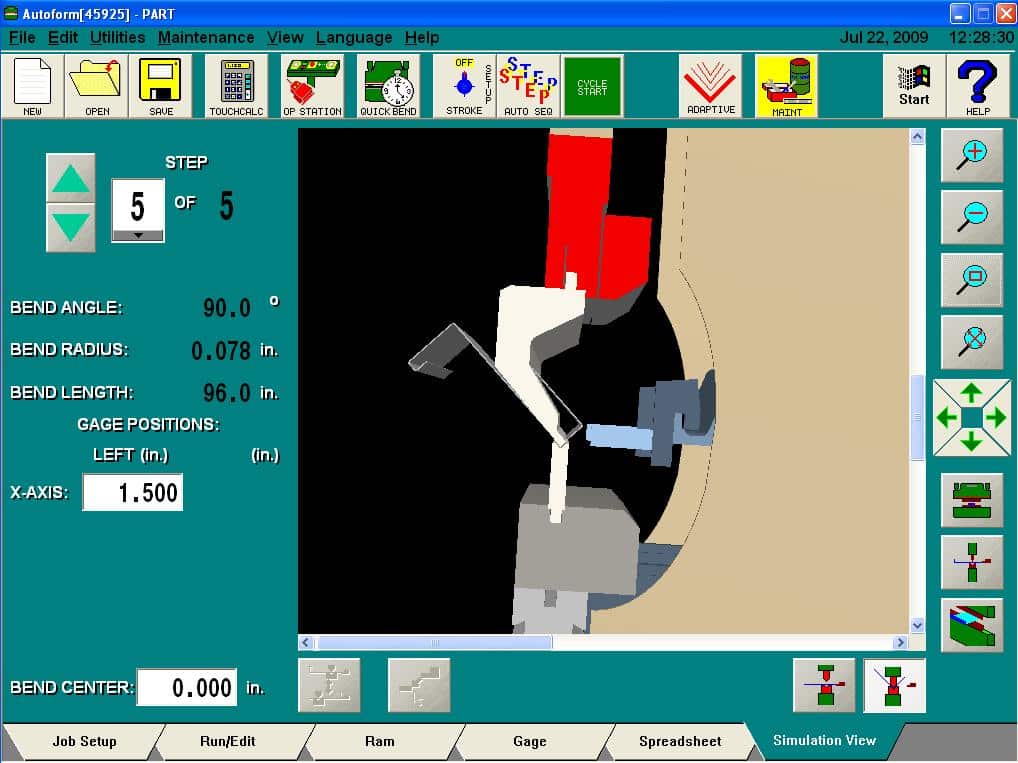
Precision Sheet Metal Bending Bump By Bump
Bending Basics Streamlining Press Brake Setup

Trick Tools Radius Brake Use And Adjustment Youtube

Sheet Metal Design Guide Geomiq

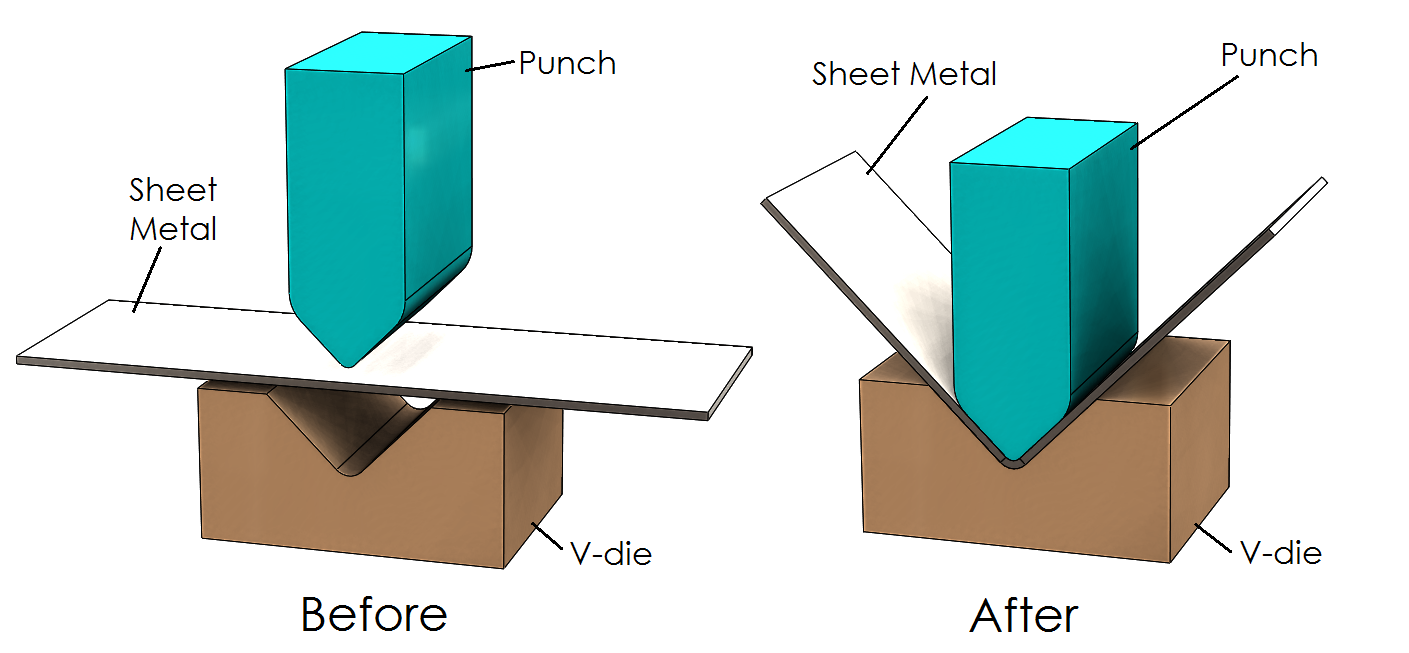
How To Select A V Die Opening For Press Brake Bending Fabricating And Metalworking

Bending Basics How The Inside Bend Radius Forms Metal Working Welding And Fabrication Metal Working Tools

The Sheet Metal Bending Department Evolves

Pin On Fabrication
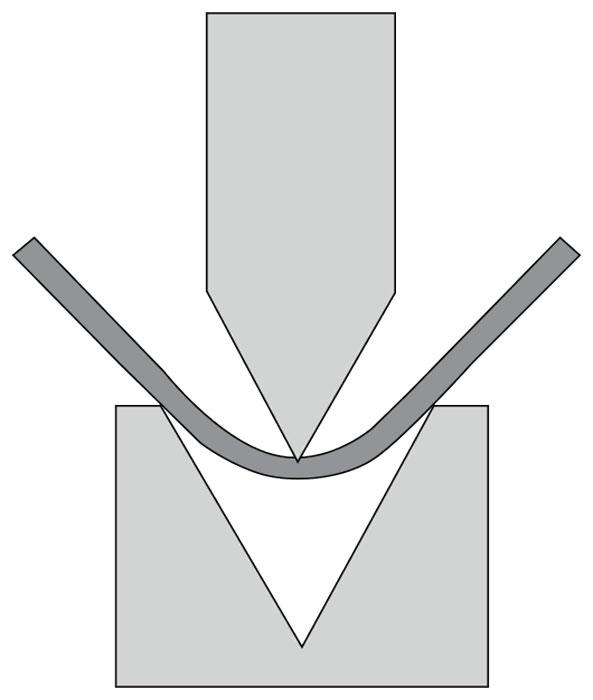
Radius Types Formed By Air Bending On A Press Brake

Layout And Forming Part Four

Best Practices For The Best Press Brake Bending Performance
Metal Bending Brake Metal Fabricator H H Metals
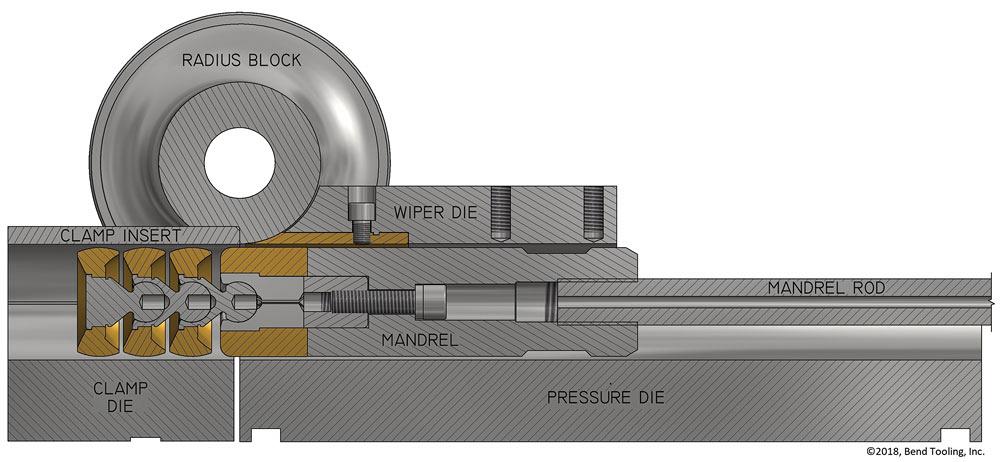
Optimizing Tube Bender Tooling To Improve Results
What Sheet Metal Shops Wish You Knew Hems Jogs And Forming Tools
1

Pin On Press Brake Tooling
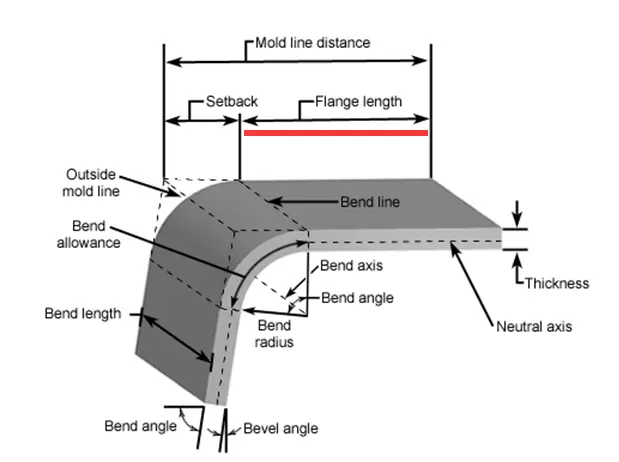
Making Straight Line Bends Aircraft Metal Structure Repair Aircraft Systems
Press Brake Bending Applying The 20 Percent Rule To 6061 Aluminum

Ultimate 48 16ga Box Pan Brake With Radius Fingers By Mittler Bros Metal Fabrication Tools Sheet Metal Tools Sheet Metal Brake

12 Solutions For Sheet Metal Bending Problems Machinemfg
Source : pinterest.com
